
服务热线:020-81562151 020-86720913

欢迎进入广州天续机械设备有限公司官方网站!
热板焊接筋设计指南
焊缝设计
为了实现牢固的焊接,熔接筋的设计至关重要。目标要达到焊接后气密度与强度。下面的设计描述了一个合理设计的热板焊接焊接熔接筋的示例
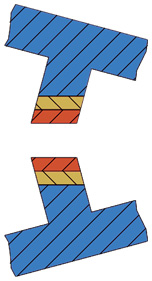
未焊接部件
设计的熔接筋分别包括焊接热熔时(红色)和压合时(金色)2段尺寸。
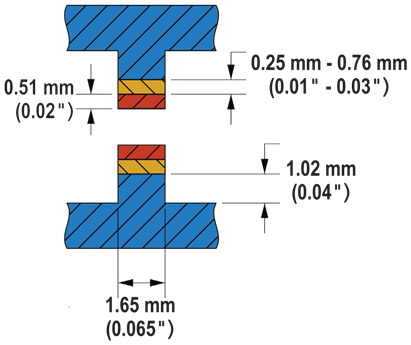
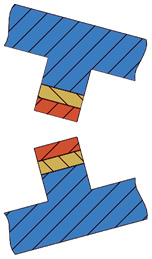
焊接组件
当上下熔接筋焊接在一起时,上下挤压出的材料将从熔接筋的两侧挤出。挤压出来的材料叫做熔融溢胶。
设计重叠
在计算机辅助设计(数据)中,熔接筋应重叠设计。重叠的熔接筋就是最终焊接后的高度。
总结:
1.需要组装的所有部件应显示在数据中,熔接筋要相互重叠,尺寸见上文示意图。
2.对于可能出现较大尺寸变化的组件,可能需要更多的熔化,以确保在开始熔化阶段之前完全接触
3.尽可能减小焊接角度(建议最大30度);理想情况下应为垂直于压力方向的平焊平面
4.始终保持熔接筋的顶面彼此平行,见下面的焊接面设计。
5.熔接筋的设计要在热板焊接模具,能够直接支撑在熔接筋的下方或附近,以确保施加适当的熔化力和固话力
6.上述焊接熔接筋设计中所示的测量值代表典型壁厚,仅供参考。
熔接筋表面设计
最佳设计状态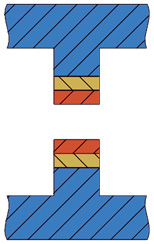
可接受设计状态:
不可接受、不允许设计状态:
-------------------------------------------------------------------------------------------------------------
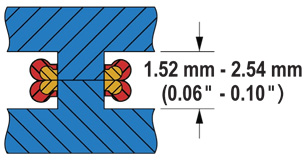
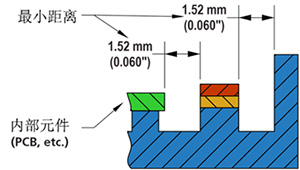
焊缝间隙设计
总结:
1.不要将注射成型分模线、浇口或顶杆定位设计在熔接筋上。
2.在焊接熔接筋边缘和相邻部件(侧壁、内部部件等)之间保持至少1.5mm的间隙,以便加热工具间隙。
---------------------------------------------------------------------------------
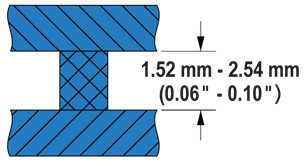
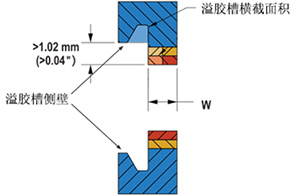
产品外侧设计
总结:
1.产品外侧的横截面积必须低于半个熔接筋的横截面积.
2.焊接熔接筋要足够高,以便在固话阶段外侧侧壁不会相互接触。
--------------------------------------------------------------------------------------------
模具设计
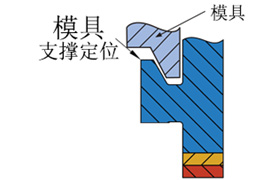
总结:
对于高零件和具有薄壁或无支撑壁的零件,可在周边壁上添加固定装置位,以在焊接熔接筋处提供额外的模具支撑和位置定位。
广州天续机械设备有限公司
地址:广州市荔湾区花蕾路28号第三层317室
电话:020-86720913 / 020-81562151
传真:020-81570552
E-mail:xs@hornwelltech.com
工厂名称:东莞伟皓科技有限公司
地 址 :广东省东莞市常平镇白石岗市场路5号C栋101室


新浪微博
微信公众号
广州天续机械设备有限公司